De 8 metoder til ikke-destruktiv testning: en omfattende oversigt
NDT: En uundværlig del af moderne sikkerheds- og kvalitetsinspektioner
Ikke-destruktiv testning (NDT) dækker over en lang række testmetoder, der gør det muligt at analysere materialers og komponenters tilstand for defekter og svage punkter uden at forringe deres struktur eller funktionalitet. Disse testmetoder er af central betydning, da de gør det muligt at indsamle sikkerhedsrelevante oplysninger uden at ødelægge eller ændre det objekt, der skal testes. Især i sikkerhedskritiske industrier som rumfart, byggeri, olie og gas og energiproduktion er NDT afgørende for at sikre komponenters og systemers integritet og levetid.
I en verden, der er afhængig af sikkerhed, effektivitet og omkostningsbesparelser, giver NDT en fremragende mulighed for regelmæssigt at overvåge komponenter i hele deres livscyklus. Den tidlige opdagelse af Materialetræthedrevner eller Korrosion gør det muligt for virksomheder at udføre forebyggende vedligeholdelsesarbejde og dermed undgå alvorlige nedbrud eller ulykker. NDT reducerer også nedetiden og sparer omkostninger ved at minimere dyre reservedele og tidskrævende reparationer.
NDT-metoder spænder fra simple visuelle inspektioner til avancerede teknikker som ultralyds- og radiografisk testning, der kan opdage dybere defekter. De otte vigtigste NDT-metoder præsenteres i detaljer nedenfor, herunder deres specifikke fordele og anvendelsesområder i den moderne industri.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. visuel inspektion (VT)
Visuel testning (VT) er den mest grundlæggende og hyppigst anvendte metode inden for NDT. Den gør det muligt at genkende synlige defekter på overfladen af en komponent blot ved at se på den eller bruge optiske hjælpemidler. Dette omfatter revner, deformationer, korrosion eller andre overfladeanomalier. Visuel inspektion kan udføres enten direkte med øjet eller indirekte ved hjælp af spejle, endoskoper eller videoudstyr.
Anvendelse:
Visuel inspektion udføres ofte som det første trin i inspektioner og supplerer andre inspektionsmetoder, der fokuserer på dybere defekter. I praksis kan visuel inspektion bruges på mange områder: fra inspektion af svejsesømme, beton- og stålkonstruktioner til rørledninger og trykbeholdere. Det bruges også ofte i luftfarten til at inspicere kritiske komponenter som vinger og flykroppe for synlige defekter.
Brug af teknologi:
Med den videre udvikling af drone- og robotteknologi har visuel inspektion ændret sig dramatisk. Et fremragende eksempel på dette er Flyability Elios 3 Drone, der gør det muligt at udføre visuelle inspektioner i farlige eller svært tilgængelige områder. Denne drone kan komme ind i lukkede rum som f.eks. Tanke eller rør og indsamle præcise visuelle data, uden at inspektørerne behøver at gå ind på disse farlige steder. Det øger sikkerheden og effektiviteten betydeligt.
Fordele:
- Hurtig, enkel og omkostningseffektiv
- Intet særligt udstyr påkrævet
- Umiddelbare resultater
- Kan kombineres med avancerede teknologier som f.eks. droner
Begrænsninger:
- Kun egnet til synlige defekter
- Afhængigt af lysforholdene og inspektørens erfaring
- Ingen opdagelse af interne eller dybtliggende defekter mulig
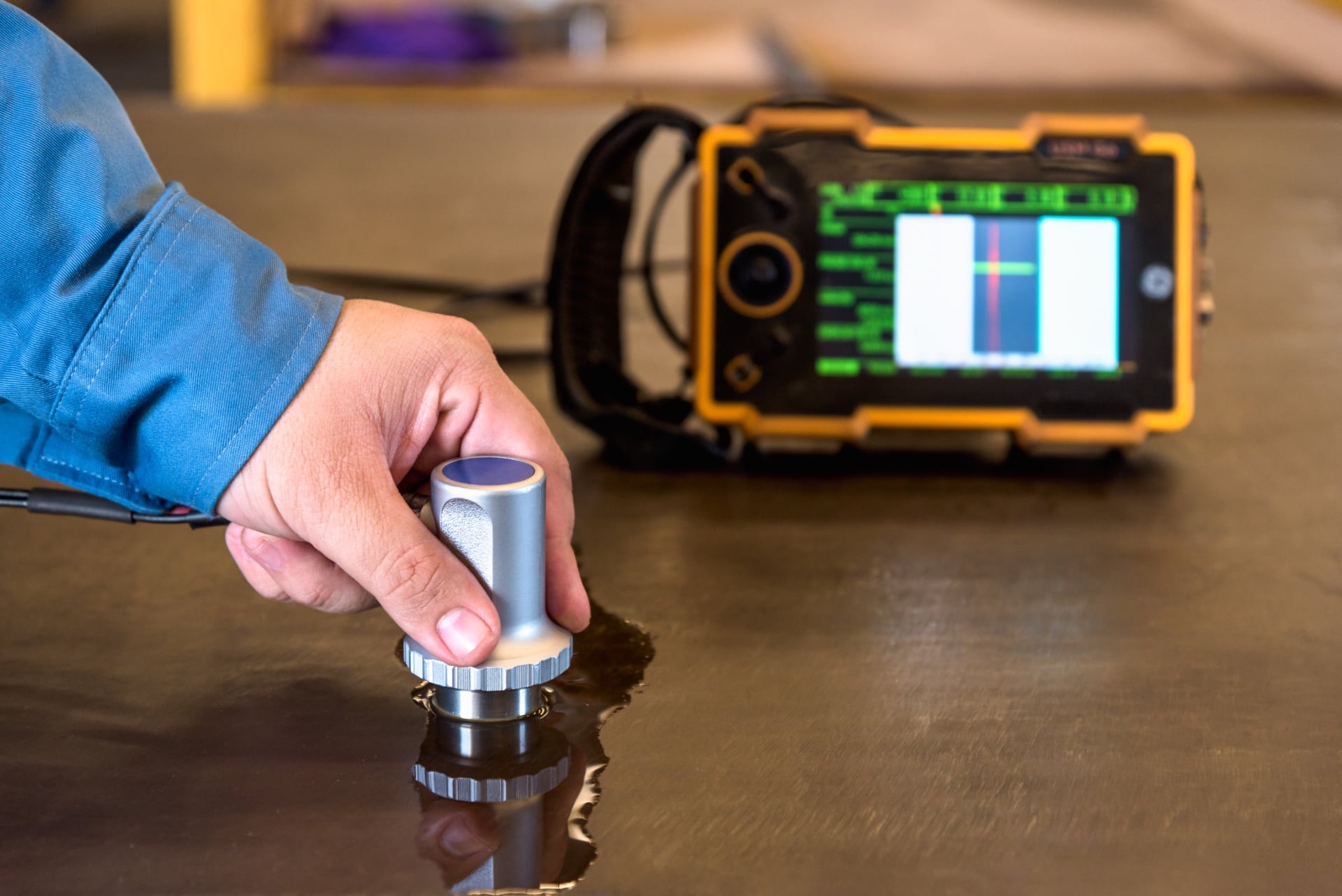
2. Ultralydstest (UT)
Ultralydstest (UT) er en af de vigtigste NDT-metoder og gør det muligt at identificere defekter inde i et materiale. Højfrekvente lydbølger sendes gennem materialet. Bølgerne reflekteres fra grænseflader, som f.eks. revner eller andre uregelmæssigheder, og de reflekterede signaler registreres af en modtager. Denne metode er særlig effektiv til tykvæggede materialer og bruges ofte til at inspicere svejsesømme, rør og trykbeholdere.
Anvendelse:
Ultralydstest bruges i mange forskellige brancher. I luftfartsindustrien bruges det f.eks. til at identificere revner i flyvinger eller skrog forårsaget af Materialetræthed kan forekomme. I olie- og gasindustrien bruges UT til at opdage korrosion i rørledninger eller defekter i svejsesømme.
Teknologi:
UT bruger en sonde, der genererer og modtager lydbølger. Sonden bruges ofte i direkte kontakt med materialet, og der påføres et koblingsmiddel (normalt en gel) for at optimere transmissionen af lydbølgerne. Der findes også mere avancerede varianter af UT, f.eks. phased array ultrasonic testing (PAUT), som giver mulighed for en mere detaljeret og præcis visualisering af defekter.
Fordele:
- Høj præcision og dybdeopløsning
- Kan bruges i tykke materialer
- Ideel til at opdage dybtliggende defekter
- Kan automatiseres til inspektioner af store mængder
Begrænsninger:
- Kræver specialiseret udstyr og veluddannede inspektører
- Ikke egnet til meget granulære materialer som f.eks. støbejern
- Kompleks forberedelse og kalibrering påkrævet
3. Røntgen- og gammastråletest (RT)
Radiografisk testning (RT) bruger elektromagnetisk stråling (røntgenstråler eller gammastråler) til at se gennem de indre strukturer i et materiale. Som med medicinske røntgenstråler sendes strålingen gennem materialet, og der skabes et billede eller en "skygge" på en detektor. Det gør det muligt at visualisere indre defekter som porer, indeslutninger eller revner, som ikke kan ses udefra.
Anvendelse:
RT bruges ofte til at inspicere svejsesømme i kritiske applikationer som f.eks. trykbeholdere og rørledninger. I luftfartsindustrien bruges denne metode til at kontrollere metalkomponenters integritet, mens man i bilindustrien inspicerer støbte komponenter for indre defekter.
Teknologi:
De komponenter, der skal inspiceres, placeres mellem en strålekilde og en detektor. Røntgenstråler trænger ind i materialet og skaber et billede af den indre struktur. Defekter som hulrum eller revner vises på billedet som mørkere eller lysere områder, da de absorberer strålingen forskelligt.
Fordele:
- Giver mulighed for en detaljeret undersøgelse af den indre struktur
- Velegnet til store og tykke komponenter
- Kan genkende overflade- og volumenfejl
Begrænsninger:
- Kræver strenge sikkerhedsforanstaltninger på grund af strålingseksponering
- Relativt dyrt og tidskrævende at implementere
- Vanskelig håndtering af komplekse eller tætte materialer
4. Test med hvirvelstrøm (ET)
Eddy current testing (ET) er en elektromagnetisk metode, der bruges til at opdage overflade- og nær-overfladefejl i elektrisk ledende materialer. Der genereres et skiftende magnetfelt i komponenten, som inducerer hvirvelstrømme. Defekter, der forstyrrer strømmen af disse strømme, opdages.
Anvendelse:
Hvirvelstrømstests er særligt velegnede til inspektion af ikke-ferritiske metaller som aluminium eller kobber, der er meget udbredt i luftfartsindustrien. Typiske anvendelser omfatter inspektion af flyskrog, svejsesømme og motorer.
Teknologi:
En spole føres hen over komponenten for at skabe et magnetfelt. De inducerede hvirvelstrømme flyder gennem materialet, og eventuelle defekter fører til ændringer i magnetfeltet, som registreres af testspolen. Denne metode er kontaktløs og kan udføres meget hurtigt.
Fordele:
- Hurtig og berøringsfri inspektion
- Ideel til ledende materialer
- Kan genkende overflade- og nær-overfladefejl
Begrænsninger:
- Begrænset indtrængningsdybde, kun til overflade- og nær-overfladefejl
- Ikke egnet til ikke-ledende materialer
- Kræver særlig kalibrering og meget følsomt udstyr
5. Test af magnetiske partikler (MT)
Magnetisk partikeltestning (MT) bruges til at opdage overflade- og undergrundsdefekter i ferromagnetiske materialer. Denne metode er baseret på induktion af et magnetfelt i materialet. Defekter forstyrrer strømmen af magnetfeltet, og jernpartikler, der påføres overfladen, ophobes ved defekterne og gør dem synlige.
Anvendelse:
Magnetisk partikelinspektion bruges ofte i bilindustrien til at inspicere støbte dele og i sværindustrien til at kontrollere svejsesømme. Metoden bruges også i vid udstrækning til inspektion af trykbeholdere og rørledninger.
Teknologi:
Materialet magnetiseres, og derefter spredes jernpartikler eller et magnetisk pulver på overfladen. Partiklerne samler sig på defekter, som f.eks. revner eller snit, og gør dem synlige for inspektøren.
Fordele:
- Hurtig og nem implementering
- Omkostningseffektiv
- Høj følsomhed over for overfladefejl
Begrænsninger:
- Kun egnet til ferromagnetiske materialer
- Begrænset indtrængningsdybde
- Visuel inspektion er nødvendig for at opdage fejl
6. Gennemtrængningsprøvning (PT)
Penetrantprøvning (PT) er en metode, der bruges til at opdage overfladefejl. Der påføres en flydende penetrant på materialet, som trænger ind i revner eller porer. Efter en rengøringsfase påføres en fremkalder, som trækker penetranten ud af defekterne og gør dem synlige.
Anvendelse:
PT bruges ofte til at inspicere ikke-porøse materialer som metaller, glas og keramik. Typiske anvendelser omfatter inspektion af svejsesømme, støbte dele og keramik i luftfarts-, bil- og byggeindustrien.
Teknologi:
Først rengøres komponenten grundigt for at fjerne alle overfladeforureninger. Derefter påføres penetranten for at trænge ind i overfladedefekter. Når den overskydende penetrant er fjernet, påføres en fremkalder for at visualisere defekten.
Fordele:
- Omkostningseffektiv og nem at bruge
- Høj følsomhed for små overfladefejl
- Bred vifte af anvendelsesmuligheder for forskellige materialer
Begrænsninger:
- Kun egnet til åbne overfladedefekter
- Ikke til porøse materialer
- Omfattende rengøring påkrævet
7. Test af akustisk emission (AE)
Akustisk emissionstest bruger akustiske signaler forårsaget af spændinger eller materialetræthed inde i en komponent til at opdage defekter. Når en defekt vokser, eller et materiale svigter, genereres der akustiske emissioner, som registreres af særlige sensorer.
Anvendelse:
Denne metode bruges ofte til at overvåge store strukturer som f.eks. broer, Trykbeholder og højhuse for at opdage spændingsrevner eller tegn på udmattelse på et tidligt tidspunkt.
Teknologi:
Sensorer monteres på komponentens overflade for at registrere de lydbølger, der genereres af spændinger eller defekter. Emissionernes styrke, frekvens og position giver oplysninger om materialets tilstand.
Fordele:
- Kan overvåge defekter i store strukturer
- Overvågning i realtid mulig
- Genkender dynamiske ændringer i materialet
Begrænsninger:
- Kræver særlige sensorer og udstyr
- Kun egnet til aktive defekter (hvor der sker materialeændringer)
- Lav rumlig opløsning
8. Termografi (TT)
Termografi er en metode, der bruger infrarøde stråler til at måle temperaturforskelle på overfladen af et materiale. Disse temperaturforskelle kan skyldes defekter som f.eks. revner eller delaminering, som påvirker varmestrømmen i materialet.
Anvendelse:
Termografi bruges ofte i bygningsinspektioner til at identificere lækager, hulrum eller defekt isolering. I industrien bruges det til at inspicere koblingsudstyr, motorer og rørledninger for at opdage overophedning og defekter på et tidligt tidspunkt.
Teknologi:
Et infrarødt kamera bruges til at registrere materialets varmestråling. Områder med unormale temperaturer analyseres for at afgøre, om der er tale om en defekt.
Fordele:
- Kontaktløs og hurtig
- Ideel til inspektioner i stor skala
- Registrerer termiske afvigelser, der indikerer defekter
Begrænsninger:
- Kun egnet til overfladefejl
- Følsom over for omgivelserne
- Begrænset indtrængningsdybde
Konklusion
Ikke-destruktiv testning (NDT) er et uundværligt værktøj i den moderne industri til at sikre integriteten og sikkerheden af materialer og komponenter uden at beskadige dem. Ved at bruge forskellige metoder som visuel inspektion, ultralyds- eller termografisk testning kan fejl opdages på et tidligt tidspunkt, og der kan træffes forebyggende vedligeholdelsesforanstaltninger for at undgå alvorlige fejl.
Især brugen af moderne droneteknologi har revolutioneret NDT. Droner som f.eks. Flyability Elios 3 er ideelle til visuel inspektion af svært tilgængelige og farlige områder. På grund af deres evne til at lukkede rum Elios 3 muliggør en præcis visuel inspektion. Den er også udstyret med et termografisk kamera, så den kan bruges til termografiske inspektioner i begrænsede områder. Ved hjælp af LiDAR-modellen kan deformationer og strukturelle ændringer også genkendes i realtid, hvilket yderligere øger inspektionens effektivitet og nøjagtighed.
Selv droner som vores DJI M30T giver betydelige fordele til NDT-applikationer. Takket være det kraftige zoomkamera er det ideelt til visuel inspektion af beton- og stålkonstruktioner, hvor de mindste revner eller deformationer kan visualiseres. Det integrerede radiometriske infrarøde kamera gør også M30T til et fremragende værktøj til termografiske inspektioner, da det genkender temperaturforskelle på overflader og fremhæver potentielle defekter eller isoleringsproblemer.
Med disse avancerede teknologier kan inspektioner udføres hurtigere, sikrere og mere omkostningseffektivt, hvilket gør brugen af droner i NDT mere og mere uundværlig.
Anmod om en droneinspektion
- Vi ser frem til din henvendelse og svarer hurtigt!