De 8 metoderna för oförstörande provning: en omfattande översikt
NDT: En oumbärlig del av moderna säkerhets- och kvalitetsinspektioner
Oförstörande provning (OFP) omfattar ett brett spektrum av provningsmetoder som gör det möjligt att analysera material och komponenter för att hitta defekter och svaga punkter utan att försämra deras struktur eller funktionalitet. Dessa testmetoder är av central betydelse eftersom de gör det möjligt att samla in säkerhetsrelevant information utan att förstöra eller förändra det objekt som ska testas. Särskilt inom säkerhetskritiska branscher som flyg, bygg, olja och gas samt kraftgenerering är OFP avgörande för att säkerställa komponenters och systems integritet och livslängd.
I en värld som förlitar sig på säkerhet, effektivitet och kostnadsbesparingar erbjuder OFP ett utmärkt tillfälle att regelbundet övervaka komponenter under hela deras livscykel. Tidig upptäckt av Materialutmattningsprickor eller Korrosion gör det möjligt för företag att utföra förebyggande underhållsarbete och därmed undvika allvarliga haverier eller olyckor. NDT minskar också stilleståndstiderna och sparar kostnader genom att minimera dyra reservdelar och tidskrävande reparationer.
De OFP-metoder som används sträcker sig från enkla visuella inspektioner till avancerade tekniker som ultraljud och radiografisk provning, som kan upptäcka djupare defekter. De åtta viktigaste OFP-metoderna presenteras i detalj nedan, inklusive deras specifika fördelar och användningsområden i modern industri.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Visuell inspektion (VT)
Visuell provning (VT) är den mest grundläggande och mest använda metoden för OFP. Den gör det möjligt att upptäcka synliga defekter på ytan av en komponent genom att titta på den eller använda optiska hjälpmedel. Detta inkluderar sprickor, deformationer, korrosion eller andra ytavvikelser. Visuell inspektion kan utföras antingen direkt med ögat eller indirekt med hjälp av speglar, endoskop eller videoutrustning.
Ansökan:
Visuell inspektion utförs ofta som ett första steg i inspektioner och kompletterar andra inspektionsmetoder som fokuserar på djupare defekter. I praktiken kan visuell inspektion användas inom många områden: från inspektion av svetsfogar, betong- och stålkonstruktioner till pipelines och tryckkärl. Den används också ofta inom flyget för att inspektera kritiska komponenter som vingar och flygplanskroppar för synliga defekter.
Användning av teknik:
I och med den fortsatta utvecklingen av drönar- och robotteknik har den visuella inspektionen förändrats dramatiskt. Ett enastående exempel på detta är Flyability Elios 3 Drönare som gör det möjligt att utföra visuella inspektioner i farliga eller svåråtkomliga områden. Denna drönare kan ta sig in i trånga utrymmen såsom Tankar eller rör och samla in exakta visuella data utan att inspektörerna behöver gå in på dessa farliga platser. Detta ökar säkerheten och effektiviteten avsevärt.
Fördelar:
- Snabbt, enkelt och kostnadseffektivt
- Ingen specialutrustning krävs
- Omedelbara resultat
- Kan kombineras med avancerad teknik som t.ex. drönare
Begränsningar:
- Lämpar sig endast för synliga defekter
- Beroende på ljusförhållandena och inspektörens erfarenhet
- Ingen upptäckt av interna eller djupt liggande defekter möjlig
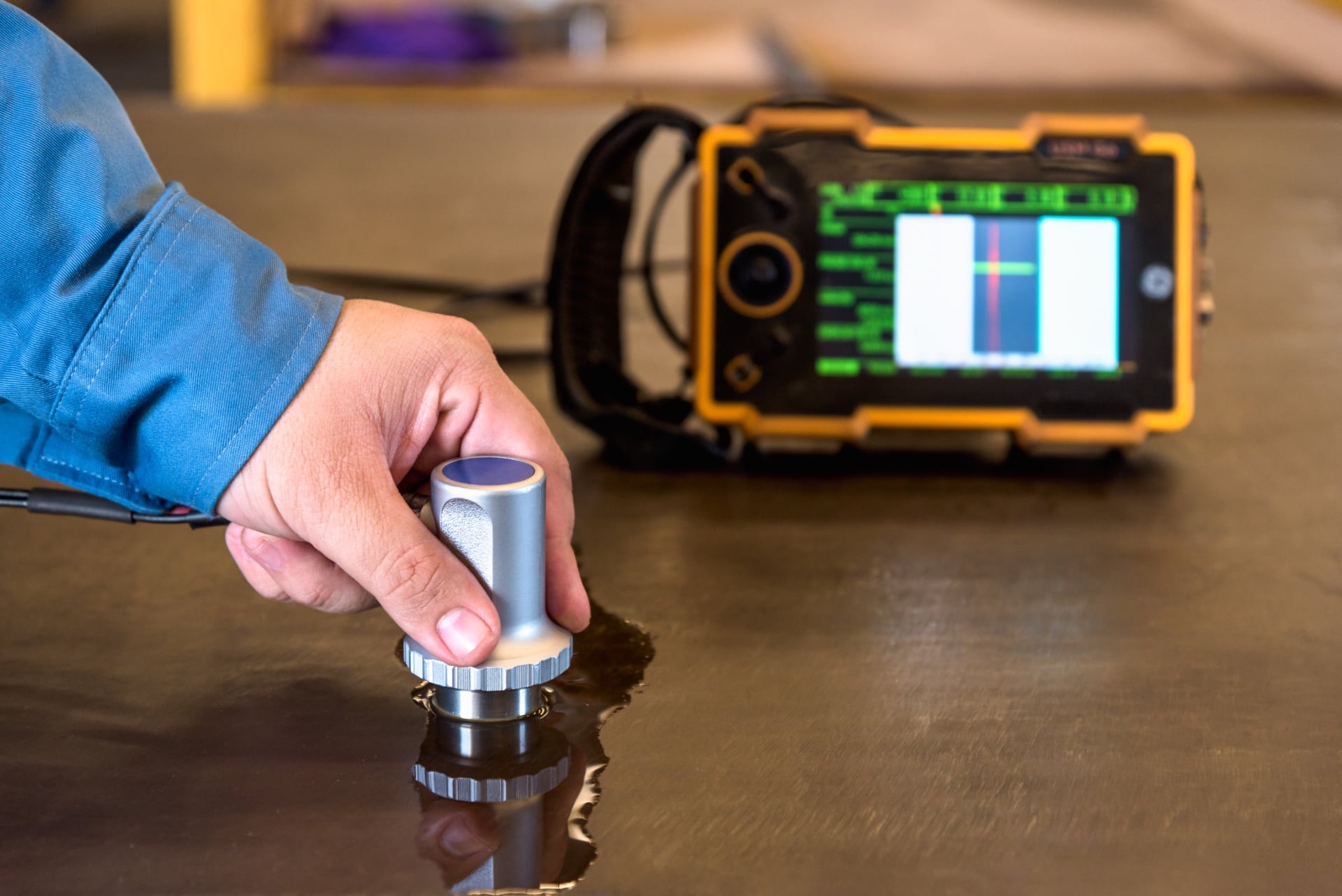
2. ultraljudsprovning (UT)
Ultraljudstestning (UT) är en av de viktigaste OFP-metoderna och gör det möjligt att identifiera defekter inuti ett material. Högfrekventa ljudvågor skickas genom materialet. Vågorna reflekteras av gränsytor, t.ex. sprickor eller andra ojämnheter, och de reflekterade signalerna detekteras av en mottagare. Denna metod är särskilt effektiv för tjockväggiga material och används ofta för att inspektera svetsfogar, rör och tryckbehållare.
Ansökan:
Ultraljudstestning används inom en rad olika branscher. Inom flygindustrin används det till exempel för att identifiera sprickor i flygplansvingar eller flygplanskroppar som orsakas av Materialutmattning kan uppstå. Inom olje- och gasindustrin används UT för att upptäcka korrosion i rörledningar eller defekter i svetsfogar.
Teknik:
UT använder en sond som genererar och tar emot ljudvågor. Proben används ofta i direkt kontakt med materialet, och ett kopplingsmedel (vanligtvis en gel) appliceras för att optimera överföringen av ljudvågorna. Det finns också mer avancerade varianter av UT, t.ex. PAUT (Phased Array Ultrasonic Testing), som möjliggör en mer detaljerad och exakt visualisering av defekter.
Fördelar:
- Hög precision och djupupplösning
- Kan användas i tjocka material
- Idealisk för detektering av djupt liggande defekter
- Kan automatiseras för inspektioner av stora volymer
Begränsningar:
- Kräver specialiserad utrustning och välutbildade inspektörer
- Inte lämplig för material med hög kornstorlek, t.ex. gjutjärn
- Kräver komplex förberedelse och kalibrering
3. Röntgen- och gammastrålningsprovning (RT)
Radiografisk testning (RT) använder elektromagnetisk strålning (röntgen- eller gammastrålar) för att se igenom de inre strukturerna i ett material. Precis som vid medicinsk röntgen skickas strålningen genom materialet och en bild eller "skugga" skapas på en detektor. Detta gör det möjligt att visualisera inre defekter som porer, inneslutningar eller sprickor som inte kan ses från utsidan.
Ansökan:
RT används ofta för att inspektera svetsfogar i kritiska applikationer som tryckkärl och rörledningar. Inom flygindustrin används denna metod för att kontrollera metallkomponenters integritet, medan gjutna komponenter inom fordonsindustrin inspekteras för interna defekter.
Teknik:
De komponenter som ska inspekteras placeras mellan en strålkälla och en detektor. Röntgenstrålarna tränger igenom materialet och skapar en bild av den inre strukturen. Defekter som håligheter eller sprickor syns på bilden som mörkare eller ljusare områden, eftersom de absorberar strålningen på olika sätt.
Fördelar:
- Möjliggör en detaljerad granskning av den interna strukturen
- Lämplig för stora och tjocka komponenter
- Kan känna igen yt- och volymdefekter
Begränsningar:
- Kräver strikta säkerhetsåtgärder på grund av strålningsexponering
- Relativt dyrt och tidskrävande att implementera
- Svår hantering av komplexa eller täta material
4. Virvelströmsprovning (ET)
Virvelströmsprovning (ET) är en elektromagnetisk metod som används för att upptäcka defekter på ytan och nära ytan i elektriskt ledande material. Ett föränderligt magnetfält genereras i komponenten, vilket inducerar virvelströmmar. Defekter som stör flödet av dessa strömmar detekteras.
Ansökan:
Virvelströmsprovning lämpar sig särskilt väl för inspektion av icke-ferritiska metaller som aluminium eller koppar, vilka används i stor utsträckning inom flygindustrin. Typiska tillämpningar är inspektion av flygplanskroppar, svetsfogar och motorer.
Teknik:
En spole förs över komponenten för att generera ett magnetfält. De inducerade virvelströmmarna flödar genom materialet och eventuella defekter leder till förändringar i magnetfältet, som detekteras av testspolen. Denna metod är kontaktlös och kan utföras mycket snabbt.
Fördelar:
- Snabb och beröringsfri inspektion
- Idealisk för ledande material
- Kan identifiera defekter på ytan och nära ytan
Begränsningar:
- Begränsat penetrationsdjup, endast för defekter på ytan och nära ytan
- Ej lämplig för icke-ledande material
- Kräver specialkalibrering och mycket känslig utrustning
5. Magnetisk partikelprovning (MT)
Magnetisk partikelprovning (MT) används för att upptäcka defekter i ytan och under ytan i ferromagnetiska material. Metoden bygger på att ett magnetfält induceras i materialet. Defekter stör magnetfältets flöde och järnpartiklar som appliceras på ytan ansamlas vid defekterna och gör dem synliga.
Ansökan:
Magnetpulverinspektion används ofta inom fordonsindustrin för att inspektera gjutna delar och inom tung industri för att kontrollera svetsfogar. Denna metod används också ofta vid inspektion av tryckkärl och rörledningar.
Teknik:
Materialet magnetiseras och sedan sprids järnpartiklar eller ett magnetiskt pulver ut på ytan. Partiklarna samlas på defekter, t.ex. sprickor eller snitt, och gör dem synliga för inspektören.
Fördelar:
- Snabb och enkel implementering
- Kostnadseffektivt
- Hög känslighet för ytdefekter
Begränsningar:
- Endast lämplig för ferromagnetiska material
- Begränsat penetrationsdjup
- Visuell inspektion krävs för att upptäcka defekter
6. Penetrerande provning (PT)
Penetrantprovning (PT) är en metod som används för att upptäcka ytdefekter. En penetrantvätska appliceras på materialet och tränger in i sprickor eller porer. Efter en rengöringsfas appliceras en framkallare som drar ut penetranten ur defekterna och gör dem synliga.
Ansökan:
PT används ofta för att inspektera icke-porösa material som metaller, glas och keramik. Typiska tillämpningar är inspektion av svetsfogar, gjutna delar och keramik inom flyg-, fordons- och byggindustrin.
Teknik:
Först rengörs komponenten noggrant för att avlägsna alla ytföroreningar. Därefter appliceras penetreringsmedlet för att penetrera ytdefekter. När överflödig penetrant har avlägsnats appliceras en framkallare för att visualisera defekten.
Fördelar:
- Kostnadseffektiv och enkel att använda
- Hög känslighet för små ytdefekter
- Brett utbud av applikationer för olika material
Begränsningar:
- Endast lämplig för defekter på öppna ytor
- Inte för porösa material
- Omfattande rengöring krävs
7. Provning av akustisk emission (AE)
Akustisk emissionstestning använder akustiska signaler som orsakas av spänningar eller materialutmattning inuti en komponent för att upptäcka defekter. När en defekt växer eller ett material går sönder genereras akustiska emissioner som detekteras av speciella sensorer.
Ansökan:
Denna metod används ofta för att övervaka stora konstruktioner som t.ex. broar, Tryckkärl och höghus för att upptäcka spänningssprickor eller tecken på utmattning i ett tidigt skede.
Teknik:
Sensorer fästs på komponentens yta för att detektera de ljudvågor som genereras av spänningar eller defekter. Utsläppens styrka, frekvens och position ger information om materialets tillstånd.
Fördelar:
- Kan övervaka defekter i stora strukturer
- Möjlighet till övervakning i realtid
- Känner igen dynamiska förändringar i materialet
Begränsningar:
- Kräver speciella sensorer och utrustning
- Lämpar sig endast för aktiva defekter (där materialförändringar sker)
- Låg rumslig upplösning
8. Termografi (TT)
Termografi är en metod som använder infraröda strålar för att mäta temperaturskillnader på ytan av ett material. Dessa temperaturskillnader kan orsakas av defekter som sprickor eller delaminering, vilka påverkar värmeflödet i materialet.
Ansökan:
Termografi används ofta vid byggnadsinspektioner för att identifiera läckor, håligheter eller felaktig isolering. Inom industrin används den för att inspektera ställverk, motorer och rörledningar för att upptäcka överhettning och defekter i ett tidigt skede.
Teknik:
En infraröd kamera används för att registrera materialets värmestrålning. Områden med onormala temperaturer analyseras för att avgöra om det finns en defekt.
Fördelar:
- Kontaktlös och snabb
- Idealisk för storskaliga inspektioner
- Upptäcker termiska avvikelser som indikerar defekter
Begränsningar:
- Lämpar sig endast för ytdefekter
- Känslig för omgivande förhållanden
- Begränsat penetrationsdjup
Slutsats
Oförstörande provning (OFP) är ett oumbärligt verktyg för den moderna industrin för att säkerställa materialens och komponenternas integritet och säkerhet utan att skada dem. Genom att använda olika metoder som visuell inspektion, ultraljud eller termografisk provning kan defekter upptäckas på ett tidigt stadium och förebyggande underhållsåtgärder kan vidtas för att undvika allvarliga fel.
I synnerhet användningen av modern drönarteknik har revolutionerat NDT. Drönare som t.ex. Flyability Elios 3 är idealiska för visuell inspektion av svåråtkomliga och riskfyllda områden. På grund av deras förmåga att trånga utrymmen Elios 3 möjliggör en exakt visuell inspektion. Den är också utrustad med en termografikamera, vilket gör att den kan användas för termografiska inspektioner i trånga utrymmen. Med hjälp av LiDAR-modellen kan deformationer och strukturella förändringar också identifieras i realtid, vilket ytterligare ökar inspektionens effektivitet och noggrannhet.
Även drönare som vår DJI M30T erbjuder betydande fördelar för NDT-tillämpningar. Tack vare den kraftfulla zoomkameran är den idealisk för visuell inspektion av betong- och stålkonstruktioner, där de minsta sprickorna eller deformationerna kan visualiseras. Den integrerade radiometriska infraröda kameran gör också M30T till ett utmärkt verktyg för termografiska inspektioner, eftersom den känner igen temperaturskillnader på ytor och belyser potentiella defekter eller isoleringsproblem.
Med dessa avancerade tekniker kan inspektioner utföras snabbare, säkrare och mer kostnadseffektivt, vilket gör användningen av drönare inom OFP alltmer oumbärlig.
Begär en inspektion med drönare
- Vi ser fram emot din förfrågan och kommer att svara snabbt!